 ENG
ENG Get a Quote 
Get a Quote

Les processus traditionnels de fabrication de tambours présentent de nombreux inconvénients : production lente, faible automatisation et qualité incohérente d’un lot à l’autre. Par exemple, les fûts métalliques nécessitent de multiples processus tels que la découpe, le soudage et la peinture, qui sont fastidieux et fortement dépendants du travail manuel ; bien que le moulage par soufflage permette un moulage en une seule étape, il a une vitesse de production lente et un faible taux de rendement. Lorsque les entreprises de peinture sont confrontées à une augmentation des commandes pendant les hautes saisons, les processus traditionnels ne peuvent tout simplement pas répondre à la capacité de production, ce qui entraîne souvent des retards de livraison et perturbe le fonctionnement normal de la chaîne d'approvisionnement.
Les machines de moulage par injection sont cependant différentes. Ils adoptent la méthode « d'injection haute pression de prise de moule », permettant une production continue entièrement automatisée depuis la fusion des matières premières jusqu'au démoulage du produit fini. Une seule machine peut produire un fût en quelques dizaines de secondes seulement. De plus, les moules sont standardisés, garantissant une excellente précision dimensionnelle et une épaisseur de paroi uniforme pour chaque lot de fûts de peinture, ce qui répond pleinement aux besoins de production à grande échelle et au rythme rapide de l'industrie de la peinture.
 SYSTÈME IML AUTOMATIQUE TOP-IN
SYSTÈME IML AUTOMATIQUE TOP-IN  SYSTÈME DE IM SIDE-IN HAUTE VITESSE
SYSTÈME DE IM SIDE-IN HAUTE VITESSE 

 Machine servomoteur HXM
Machine servomoteur HXM 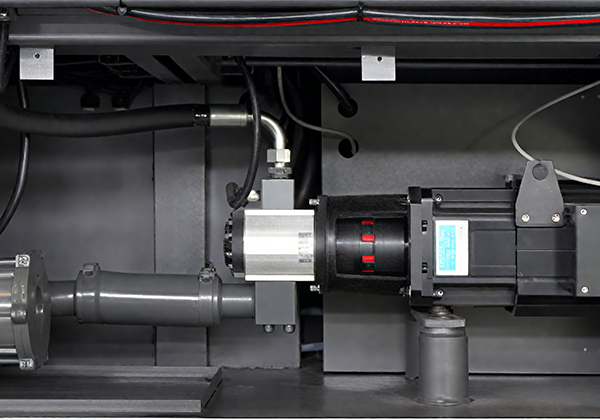 Servomoteur intelligent
Servomoteur intelligent 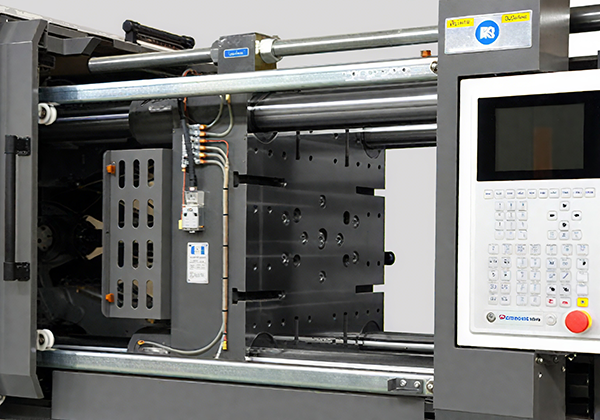 Système de plateau haute rigidité de type T
Système de plateau haute rigidité de type T  Gestion thermique Opti mi -
Gestion thermique Opti mi - 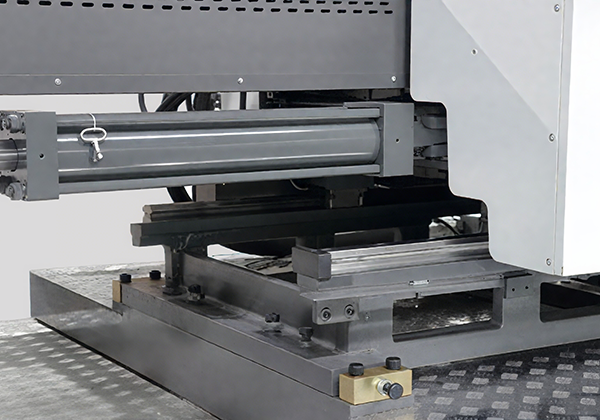 Guide linéaire à haute rigidité Système
Guide linéaire à haute rigidité Système 





● Sélection des matières premières
● Conception de produits
● Analyse du flux de moule
● Recommandations de conception de moule

● Performances du produit
● Qualité du produit
● Convivialité
● Exigences de sécurité

● Flux de la ligne de production
● Disposition, Man, Macie Marcrdng selon le flux de processus
● Automatisation des périphériques
● Connectivité intelligente

● Installation et mise en service professionnelles
● Formation des opérateurs sur site
● Formation sur le processus de moulage

● Maintenance préventive (MP)
● Mise à niveau de l'équipement
 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com
1
 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com
 +86-136 8570 6288
+86-136 8570 6288
Droits d'auteur © 2025 Ningbo Beilun Highsun Machinery Co., Ltd. Tous droits réservés. Fabricants de machines de moulage par injection plastique
 POLITIQUE DE CONFIDENTIALITÉ
POLITIQUE DE CONFIDENTIALITÉ