 ENG
ENG 
1. Le rôle et l’application de Machine de moulage par injection de PVC
En tant qu'équipement de base de l'industrie de transformation du plastique, la machine de moulage par injection de PVC joue un rôle essentiel dans le domaine de la fabrication industrielle d'aujourd'hui. Le chlorure de polyvinyle (PVC), en tant que matériau thermoplastique polyvalent, économique et durable, est largement utilisé dans de nombreux domaines tels que la construction, le médical, l'automobile et les biens de consommation grâce au processus de moulage par injection.

La machine de moulage par injection de PVC est un équipement de moulage par injection spécial spécialement utilisé pour le traitement des matériaux en chlorure de polyvinyle, qui occupe une position irremplaçable dans l'industrie de transformation du plastique. Selon les statistiques de l'industrie, environ 23 % de la production mondiale de moulage par injection de plastique concerne des matériaux en PVC, en particulier dans les domaines des tuyaux de construction, des équipements médicaux et des fils et câbles, le taux d'application des machines de moulage par injection de PVC pouvant atteindre plus de 60 %. Derrière cette large application se cachent les avantages uniques en termes de performances des matériaux PVC eux-mêmes et la combinaison efficace du processus de moulage par injection.
La fonction principale de la machine de moulage par injection de PVC est de transformer les matières premières en produits en plastique avec une taille et des caractéristiques fonctionnelles précises à travers trois étapes clés : plastification par chauffage, injection haute pression et moulage par moule. Par rapport aux machines de moulage par injection générales, les machines de moulage par injection de PVC sont optimisées pour les caractéristiques des matériaux PVC et peuvent surmonter efficacement les difficultés techniques du traitement du PVC, telles qu'une mauvaise stabilité thermique, une viscosité à l'état fondu élevée et une décomposition facile. Dans l'industrie de la construction, les raccords de tuyauterie, les joints et les accessoires de portes et fenêtres produits par les machines de moulage par injection de PVC ont une excellente résistance aux intempéries et une excellente stabilité chimique ; dans le domaine médical, les produits tels que les poches de perfusion et les cathéters moulés par moulage par injection de PVC répondent à des exigences strictes de biocompatibilité.
Du point de vue de la chaîne industrielle, les machines de moulage par injection de PVC se situent au niveau intermédiaire entre les matières premières et les applications terminales, et leur niveau technique affecte directement la qualité et le coût de production du produit final. Une machine de moulage par injection de PVC qualifiée est généralement composée de composants clés tels qu'un système d'injection, un système de serrage du moule, un système hydraulique, un système de contrôle et un système de contrôle de la température. Le travail coordonné de ces systèmes garantit que les matériaux PVC peuvent terminer le processus de moulage dans des conditions optimales. Avec l'amélioration des exigences de protection de l'environnement et la croissance des besoins médicaux, les machines de moulage par injection de PVC se développent dans une direction plus précise, plus économe en énergie et plus intelligente.
La spécificité industrielle des machines de moulage par injection de PVC se reflète également dans leur adaptabilité aux formulations de matériaux. Le PVC, en tant que plastique dont les propriétés peuvent être ajustées par des additifs, est divisé en deux catégories : le PVC rigide (RPVC) et le PVC flexible (FPVC). Le PVC rigide a une résistance et une rigidité élevées et est souvent utilisé dans les matériaux de construction ; tandis que le PVC flexible devient souple et élastique grâce à l'ajout de plastifiants et convient à des produits tels que les tuyaux médicaux. Les machines de moulage par injection de PVC doivent être capables de gérer ces deux types de matériaux très différents, ce qui nécessite que l'équipement dispose d'une fenêtre de processus plus large et de capacités de réglage des paramètres plus flexibles. Dans le même temps, avec les réglementations environnementales de plus en plus strictes, l'application de stabilisants sans plomb et de nouveaux plastifiants respectueux de l'environnement a également mis en avant de nouvelles exigences techniques pour les machines de moulage par injection de PVC.
En termes d’avantages économiques, les presses à injecter le PVC offrent aux fabricants des solutions de production très compétitives. Comparé au traitement des métaux ou à d'autres procédés de moulage du plastique, le moulage par injection de PVC présente les avantages d'un cycle court, d'une utilisation élevée des matériaux et d'une faible demande de main-d'œuvre, ce qui est particulièrement adapté à la production de produits standardisés à grande échelle. En prenant comme exemple les raccords de tuyauterie en PVC dans l'industrie de la construction, la capacité de production quotidienne d'une machine de moulage par injection de PVC de taille moyenne peut atteindre 5 000 à 8 000 pièces et l'erreur de poids du produit peut être contrôlée dans une plage de ± 0,5 %. Une telle précision et efficacité sont difficiles à atteindre avec d’autres processus. De plus, les machines de moulage par injection de PVC présentent également les caractéristiques d'une longue durée de vie du moule (généralement jusqu'à 500 000 à 1 million de fois) et d'une consommation d'énergie relativement faible (environ 40 % d'économie d'énergie par rapport au moulage sous pression de métal), ce qui réduit encore les coûts de production.
Avec le développement continu de la tendance du « plastique remplaçant l'acier », l'importance des machines de moulage par injection de PVC sera encore davantage soulignée. En particulier dans le domaine d'application de la légèreté, de la résistance à la corrosion et du contrôle des coûts, les produits de moulage par injection de PVC remplacent constamment les matériaux traditionnels. En tant qu'équipement clé pour réaliser cette transformation, l'innovation technologique et l'expansion du marché des machines de moulage par injection de PVC continueront d'attirer l'attention de l'industrie.
2. Principe de fonctionnement et déroulement du processus des machines de moulage par injection de PVC
Le principe de fonctionnement des machines de moulage par injection de PVC repose sur les caractéristiques de moulage des thermoplastiques. En contrôlant avec précision des paramètres tels que la température, la pression et la vitesse, les matières premières PVC sont transformées en produits de la forme souhaitée. Ce processus intègre des technologies multidisciplinaires telles que le génie mécanique, la science des matériaux et le contrôle automatique pour former un système de traitement complexe et précis. Comprendre le principe de fonctionnement des machines de moulage par injection de PVC est crucial pour optimiser les processus de production et améliorer la qualité des produits.
Composition et fonction du système
La machine de moulage par injection de PVC est principalement composée de cinq systèmes : système d'injection, système de serrage, système hydraulique, système de contrôle et système de contrôle de température. Le système d'injection est responsable de la plastification et de l'injection des matériaux PVC. Il s'agit de la partie centrale de l'équipement et comprend des composants clés tels que la trémie, le baril, la vis et la buse. Contrairement aux machines de moulage par injection générales, la vis des machines de moulage par injection de PVC a généralement une conception spéciale, avec un faible rapport longueur/diamètre (L/D) (généralement entre 18 : 1 et 22 : 1) et un faible taux de compression (environ 1,8-2,5) pour réduire l'apport de chaleur de cisaillement aux matériaux PVC sensibles à la chaleur. Le système de serrage fournit une force d'ouverture et de fermeture du moule et une force de serrage pour garantir que le moule ne soit pas poussé par la pression de la fonte pendant le processus de moulage. Ses formes structurelles comprennent le type à bascule, le type hydraulique et le type électrique. Le système hydraulique fournit de la puissance à l'ensemble de la machine et contrôle le mouvement de chaque actionneur ; le système de contrôle est responsable du réglage des paramètres, du contrôle du programme et de la surveillance du processus ; le système de contrôle de la température maintient la température précise du fût et du moule, ce qui est particulièrement important pour les matériaux sensibles à la chaleur tels que le PVC.
Analyse du cycle de travail
Le moulage par injection de PVC est un processus cyclique et chaque cycle contient une série d'actions ordonnées. Selon les normes de l'industrie, un cycle de travail complet comprend les étapes suivantes : fermeture du moule → injection → maintien de la pression → refroidissement → plastification → ouverture du moule → éjection des produits.
Lors de la phase de fermeture du moule, le moule est fermé sous haute pression et la force de serrage est calculée en fonction de la zone de projection du produit et de la pression d'injection, généralement de 30 à 80 MPa. Au cours de la phase d'injection, la vis avance pour injecter le PVC fondu à l'extrémité avant du cylindre dans la cavité du moule à haute pression (généralement 80-180 MPa) et à grande vitesse. Ce processus dure plusieurs secondes et la vitesse d'injection peut être contrôlée par sections pour s'adapter aux structures de produits complexes. Le maintien d'une certaine pression dans l'étape de maintien de la pression pour reconstituer le matériau réduit en raison du retrait de refroidissement est crucial pour la précision dimensionnelle et la qualité de surface du produit. L'étape de refroidissement permet au produit de se solidifier dans le moule et la durée dépend de l'épaisseur de la paroi et de l'efficacité du refroidissement. Au cours de l'étape de plastification, la vis tourne pour transporter et faire fondre le nouveau matériau afin de préparer le cycle suivant, et recule en même temps vers la position définie. Enfin, le moule s'ouvre et le mécanisme d'éjection démoule le produit pour terminer un cycle.
Tableau : Plages de paramètres de processus typiques pour le moulage par injection de PVC
| Catégorie de paramètre | PVC rigide (RPVC) | PVC souple (FPVC) | Impact clé |
| Température du baril (℃) | 160-190 | 150-180 | Fluidité de fusion, risque de décomposition thermique |
| Température du moule (℃) | 30-50 | 20-40 | Vitesse de refroidissement, brillance de la surface |
| Pression d'injection (MPa) | 80-150 | 70-130 | Intégrité du remplissage du moule, contraintes internes |
| Pression de maintien (MPa) | 40-80 | 30-60
| Retrait, précision dimensionnelle |
| Vitesse de vis (tr/min) |
30-70 | 25-60
| Qualité de plastification, chaleur de cisaillement |
| Contre-pression (MPa) | 3-10 | 2-8 | Densité de fusion, efficacité de plastification |
- Particularités du traitement du PVC
Le moulage par injection de PVC présente des différences de processus significatives par rapport aux plastiques généraux tels que le PP et le PE, qui sont principalement dues aux propriétés matérielles du PVC. Le PVC a une mauvaise stabilité thermique et se décompose facilement pour libérer du chlorure d'hydrogène (HCl) à haute température. Par conséquent, la fenêtre de température de traitement est étroite, généralement contrôlée dans la plage de 150 à 190°C, ce qui est bien inférieur à sa température de décomposition théorique (environ 210°C). Pour relever ce défi, les machines de moulage par injection de PVC sont généralement équipées de systèmes de contrôle de température plus précis, avec une précision de contrôle de température de zone allant jusqu'à ± 1 °C, et d'une conception de vis spéciale pour réduire l'échauffement par cisaillement. Dans le même temps, le PVC fondu a une viscosité élevée et de mauvaises propriétés d'écoulement, nécessitant une pression d'injection plus élevée (généralement 20 à 30 % supérieure à celle du PP) pour remplir complètement le moule. De plus, les additifs contenus dans les formules de PVC, tels que les stabilisants et les lubrifiants, peuvent former des dépôts dans le cylindre, de sorte que les machines de moulage par injection de PVC nécessitent un nettoyage et un entretien plus fréquents.
- Principes de plastification et d'injection
Le processus de plastification du PVC est un processus complexe de transformation de l’état physique. Une fois que les particules de PVC solides entrent dans le baril depuis la trémie, elles subissent une transformation de l'état vitreux, à haute élasticité, à l'état d'écoulement visqueux sous chauffage et cisaillement. La rotation de la vis génère un flux de traînée pour transporter le matériau vers l'avant, tandis que l'action de cisaillement et le chauffage externe font progressivement fondre le PVC. Le PVC étant un matériau polaire, son comportement en fusion est différent de celui des plastiques non polaires tels que le PE et nécessite un apport d'énergie plus élevé. En fin de plastification, le PVC fondu s'accumule à l'extrémité avant de la vis, repoussant la vis dans la position réglée. Lors de la phase d'injection, la vis est transformée en piston et la matière fondue est injectée dans la cavité du moule à vitesse constante ou segmentée sous la poussée du vérin hydraulique. Le comportement d'écoulement du PVC fondu dans la cavité du moule est affecté par la température du moule, la conception des canaux et les paramètres d'injection. Des paramètres de processus raisonnables peuvent éviter des défauts tels que des marques de pulvérisation et des lignes de soudure.
- Points clés du contrôle des processus
Le succès du moulage par injection de PVC dépend d’un contrôle précis des paramètres clés. Le contrôle de la température est le facteur principal. Le baril est généralement divisé en 3 à 5 zones de température. Le gradient de température augmente depuis l'orifice d'alimentation jusqu'à la buse, mais la température maximale ne dépasse pas 190°C pour éviter la décomposition. La vitesse d'injection affecte le mode de remplissage de la matière fondue et l'orientation moléculaire. Les produits à parois épaisses doivent être remplis à faible vitesse pour réduire les contraintes résiduelles, tandis que les pièces à parois minces nécessitent une injection à grande vitesse pour éviter une coagulation prématurée. Le réglage de la pression et du temps de maintien affecte directement le taux de retrait et la stabilité dimensionnelle du produit et doit être optimisé en fonction de la structure du produit et des propriétés du matériau. Le temps de refroidissement représente 60 à 70 % de l'ensemble du cycle. L'optimisation de la conception des canaux d'eau de refroidissement peut améliorer l'efficacité de la production. Les machines de moulage par injection de PVC utilisent principalement des systèmes de contrôle en boucle fermée pour surveiller et ajuster ces paramètres en temps réel afin de garantir la stabilité du processus et la cohérence du produit.
Le principe de fonctionnement des machines de moulage par injection de PVC incarne la combinaison parfaite de la conception mécanique et de la science des matériaux. En contrôlant avec précision les processus thermodynamiques et rhéologiques, les matières premières PVC sont transformées en produits plastiques dotés de différentes fonctions. La maîtrise de ces principes constitue la base théorique pour optimiser les processus de production et résoudre les problèmes de qualité.
3. Caractéristiques de l'équipement et avantages techniques de la machine de moulage par injection PVC
En tant que type d'équipement spécial de traitement du plastique, la machine de moulage par injection de PVC présente une série de conceptions uniques qui correspondent aux propriétés du matériau. Ces caractéristiques lui permettent de présenter des avantages techniques significatifs lors du traitement des matériaux PVC. De la structure mécanique au système de contrôle, chaque maillon de la machine de moulage par injection de PVC reflète une conception soignée adaptée aux besoins particuliers du traitement du PVC.
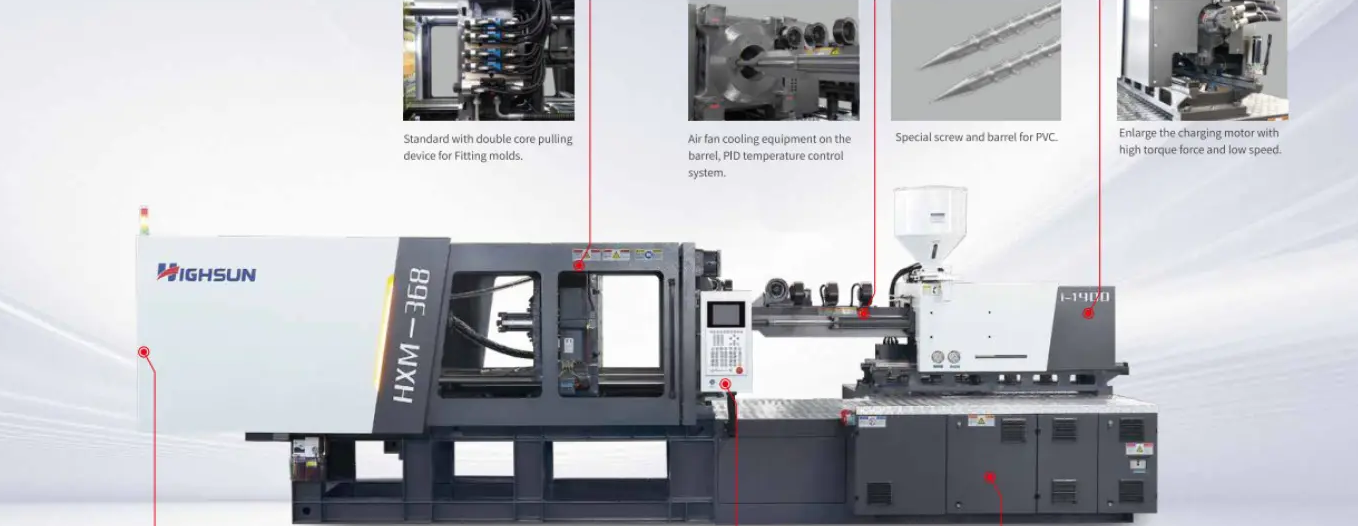
- Conception de vis spéciale
La principale caractéristique de la machine de moulage par injection de PVC est sa structure de vis spéciale. Par rapport aux vis à métaux ordinaires pour le moulage par injection, les vis spéciales en PVC présentent les caractéristiques suivantes : faible rapport d'aspect (L/D) (généralement entre 18 : 1 et 22 : 1), réduisant le temps de séjour du matériau ; faible taux de compression (environ 1,8-2,5), adapté à la poudre de PVC ou aux particules facilement compressibles ; rainure de vis profonde, réduisant le taux de cisaillement et la génération de chaleur par friction ; ajout d'une section barrière ou d'une tête de mélange pour améliorer l'uniformité de la fonte. Cette conception résout efficacement le problème de la mauvaise stabilité thermique du PVC et empêche la surchauffe et la décomposition des matériaux lors de la plastification. Le matériau de la vis est généralement constitué d'acier doublement allié ou spécialement traité en surface pour améliorer la résistance à l'usure et à la corrosion afin de faire face au gaz acide HCl qui peut être généré lors du traitement du PVC. De plus, la plage de vitesse de la vis de la machine de moulage par injection de PVC est relativement étroite (généralement 30 à 70 tr/min) et elle peut être contrôlée avec précision pour éviter un cisaillement excessif causé par une vitesse trop élevée.
- Optimisation du système de contrôle de température






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288